
шахтовый ленточный конвейер
Когда говорят 'шахтовый ленточный конвейер', многие представляют просто движущуюся ленту. Это первое и самое большое заблуждение. На деле, это комплексная система, где каждый узел — от приводного барабана до натяжной станции — должен работать в условиях постоянной пыли, влаги, абразивной нагрузки и, что самое сложное, в ограниченном пространстве выработок. И если на поверхности можно ошибиться с запасом прочности, то под землей цена ошибки — это простои, аварии, а то и жизни людей. Я не раз видел, как попытка сэкономить на, казалось бы, второстепенном элементе, вроде системы очистки ленты, приводила к катастрофическому налипанию материала, пробуксовке и разрыву. Это не теория из учебника, а реалии, с которыми сталкиваешься после нескольких лет работы на угольных разрезах и в рудниках.
Конструкция — это не чертеж, а учет реальных условий
Возьмем, к примеру, раму. В каталогах все красиво: стандартные секции, болтовые соединения. Но в штреке с переменным сечением и постоянными подвижками грунта жесткая конструкция может просто не выстоять. Приходится думать о компенсаторах, о возможности быстрой переборки, о материале, который не боится не просто ржавчины, а агрессивной шахтной воды. Я помню случай на одной из кемеровских шахт, где из-за химического состава воды стандартные роликоопоры выходили из строя за полгода. Решение нашли не сразу, перепробовали несколько вариантов покрытий.
Или вот роликовые опоры. Казалось бы, что тут сложного? Но если они засоряются и перестают вращаться, лента начинает истираться с катастрофической скоростью. Особенно критично это для нижней ветви конвейера, куда осыпается мелкая фракция. Частая проблема — несовершенство лабиринтных уплотнений. Идеального решения нет, всегда идет поиск компромисса между герметичностью и простотой обслуживания. Иногда лучше чаще обслуживать, но быстро и без специального инструмента.
А привод? Мощность — это только одна из переменных. Гораздо важнее — пусковой момент и возможность плавного, регулируемого пуска под нагрузкой. Резкий старт длинной, загруженной ленты — это гарантированная просадка напряжения в сети и огромные динамические нагрузки на стыки. Сейчас часто ставят частотные преобразователи, но и они в шахтных условиях — отдельная история с охлаждением и защитой от влаги.
Лента — главный рабочий орган и главная головная боль
Выбор ленты — это всегда дилемма. Резинотросовая, с определенным количеством прокладок, с тем или иным типом резиновой обкладки. Ошибка в выборе класса прочности или типа резины обходится дорого. Было дело, поставили ленту с обкладкой, не рассчитанной на высокую абразивность конкретной породы. За два месяца рабочую толщину 'съели', хотя по паспорту должно было хватить на год. Пришлось срочно искать замену, останавливать добычу.
Стыковка ленты — это отдельное искусство. Холодная вулканизация, горячая вулканизация, механические соединители. У каждого метода свое место. Для наклонных выработок с большими усилиями механический стык — это риск. Он может 'сыграть' на изгибе. Горячая вулканизация дает почти монолитное соединение, но требует времени, специального оборудования и квалификации. А время в графике добычи — это деньги. Часто решение принимается на месте, исходя из того, что есть в наличии и сколько часов простоя может позволить себе участок.
Система очистки — это то, на чем часто экономят, а зря. Один скребковый очиститель не справится. Нужна каскадная система: предварительная очистка, основная, может быть, еще и щеточная для остаточной влажной грязи. Иначе налипший материал на оборотной стороне попадает на ролики, размазывается, нарушает центровку. Видел установки, где инженеры мастерили самодельные очистители из полиуретана, которые работали лучше серийных.
Безопасность и мониторинг: не для проверки, а для предупреждения
Система защиты — это не просто галочка в документации. Сдвиговые датчики, датчики обрыва ленты, пробуксовки, перекоса. Их нужно не просто поставить, а правильно разместить и, главное, обслуживать. Пыль забивает оптические датчики, механические — залипают. Персонал, уставший от ложных срабатываний, иногда их просто отключает. Это путь к катастрофе. Нужно выбирать надежную, максимально простую и защищенную аппаратуру.
Система аварийной остановки — 'верёвка' вдоль всего конвейера. Казалось бы, примитивно. Но это самый надежный способ остановить транспортер человеком, находящимся в любой точке. Важно, чтобы она была натянута с правильным усилием, не провисала и не была перетянута. И чтобы каждый, кто работает рядом, знал, как ей пользоваться. Это база, но ее тоже нужно проверять каждый день.
Современные тенденции — это внедрение систем диагностики. Вибрационный анализ подшипников роликоопор, тепловизоры для контроля нагрева подшипников и электродвигателей. Но в шахте внедрить это сложно. Оборудование должно иметь соответствующее разрешение (взрывозащищенное исполнение), а интерпретация данных требует подготовки. Пока это скорее удел крупных магистральных конвейеров, а не проходческих. Хотя, если говорить о комплексных решениях для повышения надежности всей транспортной цепи, то это будущее.
Опыт и адаптация: когда каталог бессилен
Ни один каталог не даст ответа, как поведет себя конвейер в конкретной выработке с ее микроклиматом, геологией и спецификой транспортируемого материала. Например, при конвейерной доставке горной массы с высоким содержанием глины. Она налипает везде, формируя 'борода' на барабанах, смерзается зимой в поверхностных участках. Стандартные скребки не берут. Приходится комбинировать, ставить вибраторы на желоба, экспериментировать с материалами очистителей.
Еще один момент — транспортировка вверх по наклонной выработке. Здесь критична не только мощность привода, но и надежность тормозной системы для предотвращения обратного хода при отключении энергии. Используют обычно мотор-барабаны с встроенным тормозом или отдельные тормозные устройства. Их настройка — это ювелирная работа. Слишком слабо — лента покатится назад, слишком сильно — динамический удар при остановке.
Ремонт в условиях ограниченного пространства и времени — это всегда вызов. Как заменить приводной барабан в тесной камере? Как правильно натянуть ленту длиной в километр, чтобы не было пробегания? Эти операции требуют не только инструмента, но и четкого плана, подготовленных оснасток. Часто самое простое решение — спроектировать и изготовить специальное приспособление для конкретной шахты. Универсальных решений мало.
Взгляд в сторону комплексных решений и надежных партнеров
Сегодня все чаще говорят не об отдельном конвейере, а о транспортной системе участка или шахты в целом. Её эффективность и безопасность зависят от слаженности работы всех звеньев. Поэтому важна не просто поставка оборудования, а комплексный подход: проектирование, подбор совместимых компонентов, шеф-монтаж и обучение персонала. Именно в таких комплексных проектах, где требуется глубокая инженерная проработка, проявляется ценность партнера с серьезным технологическим бэкграундом.
В этом контексте стоит отметить компании, которые делают ставку не на разовые поставки, а на технологическое партнерство и развитие собственных решений. Например, ООО Группа Цзянсу Чжунтай Экологические Технологии (информация доступна на https://www.zthb.ru) позиционирует себя как компанию, непрерывно углубляющую разработки в области экологического оборудования и накопившую более 20 ключевых технологических достижений, включая патенты. Такой подход, сфокусированный на инновациях и накоплении экспертизы, как раз и нужен для создания надежного, адаптированного к сложным условиям оборудования, будь то системы аспирации для конвейерных перегрузок или решения по снижению пылеобразования — что напрямую связано с эксплуатацией шахтовых ленточных конвейеров и улучшением условий труда.
В конечном счете, шахтовый ленточный конвейер — это живой организм в теле шахты. Его нельзя просто 'включить и забыть'. Он требует понимания, внимания и, что самое главное, уважения к тем суровым условиям, в которых ему приходится работать. Все решения — от выбора стали для ролика до архитектуры системы управления — должны проходить проверку не в идеальном мире каталогов, а в реальности пыльного, влажного, тесного штрека. И этот опыт, к сожалению или к счастью, не купишь. Он нарабатывается годами, а часто — и ошибками.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Керамическая фильтрующая пластина площадью 12 квадратный метр
Керамическая фильтрующая пластина площадью 12 квадратный метр -
 Клеть
Клеть -
 Шаровая мельница
Шаровая мельница -
 Механическая флотационная машина с перемешиванием
Механическая флотационная машина с перемешиванием -
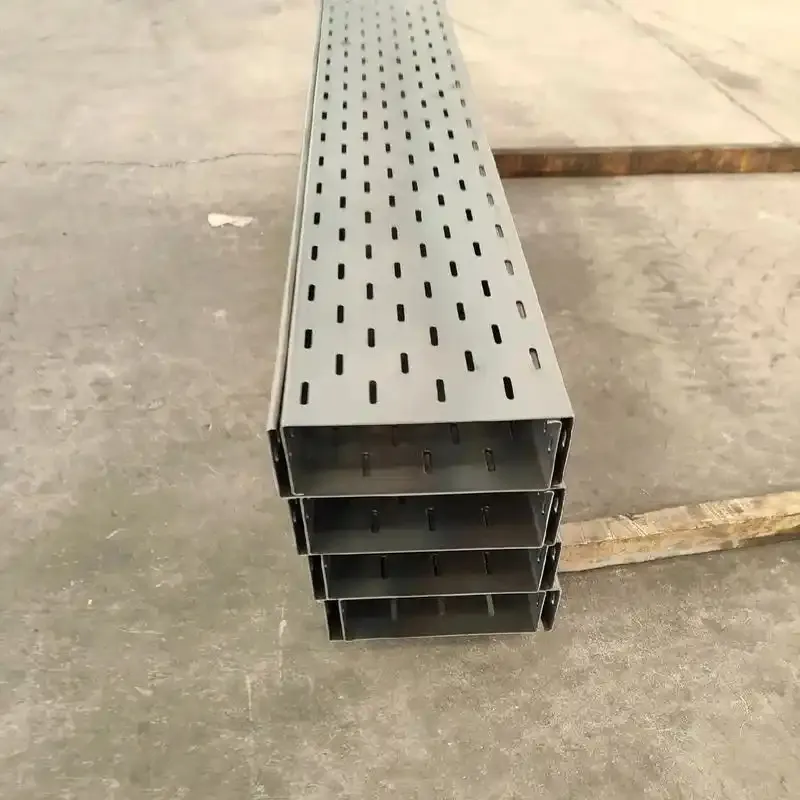
 Лотковый кабельный лоток
Лотковый кабельный лоток -
 Кабельный лоток лестничного типа
Кабельный лоток лестничного типа -
 Спиральный классификатор
Спиральный классификатор -
 Керамический вакуумный фильтр с избыточным и вакуумным давлением
Керамический вакуумный фильтр с избыточным и вакуумным давлением -
 Шинопровод с эпоксидной литьевой изоляцией
Шинопровод с эпоксидной литьевой изоляцией -
 Магнитный сепаратор
Магнитный сепаратор -
 Буровая установка
Буровая установка -
 Керамическая фильтрующая пластина площадью 1 квадратный метр
Керамическая фильтрующая пластина площадью 1 квадратный метр



